This work is licensed Public Domain.
Time to get organized!
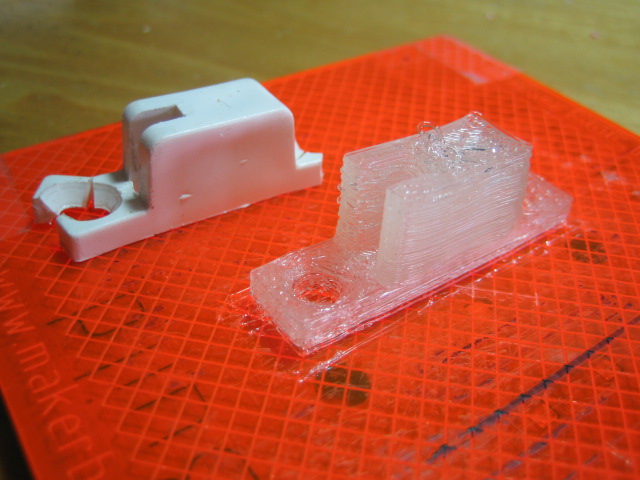
For years I’ve had a pair of metal interlocking file stands in a set of wood drawers for holding files. For almost as many years, the plastic brackets that secure them in place have been broken and useless, letting files flop around at will.
Today, my partner offered a trade: if I fixed the file cabinet, she would do all of the house cleaning. Needless to say: OFFER ACCEPTED. :)
You can tell from the pictures that I’ve got a long way to go as far as quality settings with the PLA 4043D and MK5. The MK5 puts out plastic FAST and the PLA stays hot for quite a while, allowing it to sag. I’m sure I could improve this with some cool settings, a faster feedrate, lower temp, maybe a fan blowing on the work piece, etc. Instead, I padded out the values for the holes and hollow areas with some multipliers in the .scad file and everything works great!

 26284 bytes. Updated
26284 bytes. Updated  817 bytes. Updated
817 bytes. Updated 
As I said in my last update, I finally upgrade MakerBot #131 with a MK5 extruder because it reportedly works great with the new PLA 4043D.
I’ve been having fun printing with the various colors of ABS that MakerBot offers, but have always been somewhat envious of folks that have been printing successfully with PLA. I bought 5lb roll of the original 4032D that MakerBot sold, but ended up putting it on the shelf after reports from other operators that it was destroying their MK4 extruders.
Getting the new PLA printing was surprisingly easy, given the challenge of using a new extruder (which needed temperature, PID, and flow rate calibration) and it’s the first non-ABS plastic I’ve printed, so it will have different optimal printing temperatures and more.
I haven’t carefully calibrated the thermistor on my MK5, and I wasn’t sure of the right temperature to extrude PLA, so I started by setting the temperature to 180ºC and attempting to push some filament through by hand. I raised the temperature slowly until it became easy to push through by hand, around 195ºC. I had not yet locked down my PID settings, so I was getting some wild temperature swings. To be safe, I set the temp to 200ºC and started printing my favorite bottle opener from Thingiverse.
It turns out the flow rate for the MK5 is a lot higher than it was for the MK4. After putting down the raft, I was having trouble with the filament stripping inside the MK5 due to backpressure. Still, by paying attention to the print and tightening the thumbwheel whenever the filament slipped, I was able to get a completed bottle opener.
It was then that I noticed two things:
So, some calibration prints:

Starting with my first successful print in the upper-lefthand corner, with the temp of 200ºC and a feedrate of 26.5mm/s (which was working for my MK4), I slowly lowered my temp and increased feedrate. At 180ºC I had a failed print due to the PLA freezing up, so I am going to stick with 185ºC going forward. Increasing the feedrate by 25% immediately solved my filament stripping problem, but still left a pretty nasty top layer. Increasing beyond that smoothed out the top pretty well, and left clean enough slots that I could actually insert some coins, albeit dimes rather than pennies.
I may try increasing my feedrate further, but I found an odd result when going from 36.4375mm/s (slower, should have thicker walls) to 38.26mm/s (faster, should have thinner walls). Namely, they both seem like very solid objects, but the dime slid nicely into the slower-printed version using the edge of a desk, while I had to take a hammer to the faster-printed version, and actually ended up bending the dime rather than driving it into the plastic (PLA is tough stuff!). I would have expected the opposite.
Anyway, I hope these results are useful for some folks. I hope to improve my calibration a bit more, and trying out the MK5 with my old roll of PLA 4032D.
Actually, all sorts of new and exciting nonsense has happened to MakerBot #131.
I was excited to order get my MK5 Plastruder kit and join all of the cool people who have left the pinch-wheel and nichrome behind. Unfortunately, I ran into some problems early on, and after buying some cool thermocouple parts to try calibrating everything, finally determined that I had a bad thermistor.
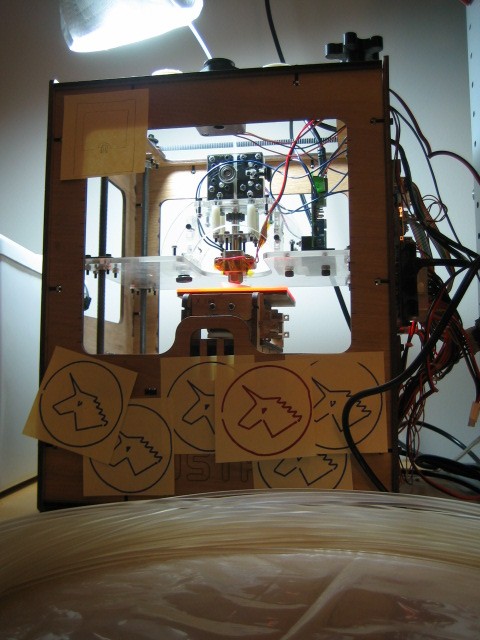
So, I decided to put the MK5 aside and moved on to some entirely unrelated projects. I assembled a Cyclops 3D scanner (I need more practice, but it’s promising!), and printed a pink, printable version of the Unicorn pen plotter (with some better-than-expected results - hence the Post-It Notes all over the ‘bot). I had generally decided that the MK4 was Good Enough, and would come back to the MK5 when it died.
That was all, of course, before the new MakerBot PLA 4043D came out. Once I got my hands on it, I had to go for the upgrade. So, MakerBot #131 is now running the MK5, with the new relay board mounted with the official mounting kit, and the extruder controller mounted with donutman_2000’s awesome printable mount.
Stay tuned for details about my experience with the new PLA! I am excited.